Значењето на хидрауличните цилиндри се протега надвор од нивната функционалност за да ги опфати нивните сложени процеси на дизајн и производство. Овој сеопфатен водич го истражува светот на производството на хидрауличен цилиндер, покривајќи сè, од основната структура на овие компоненти до сложените процедури за производство. Таа има за цел да ги истакне комплексностите и суптилностите вклучени во производството на хидраулични цилиндри, истакнувајќи ја нивната клучна улога во современата индустрија и континуираните технолошки достигнувања во оваа област.
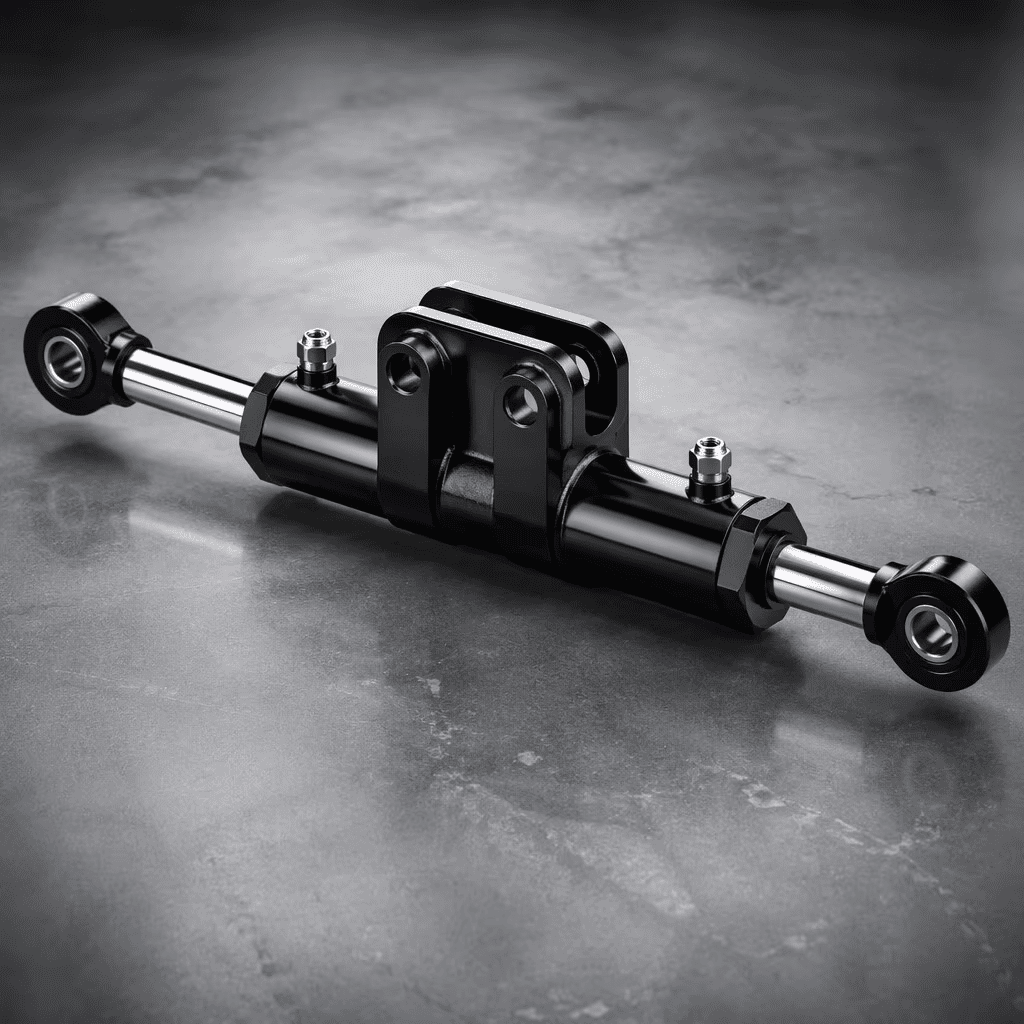
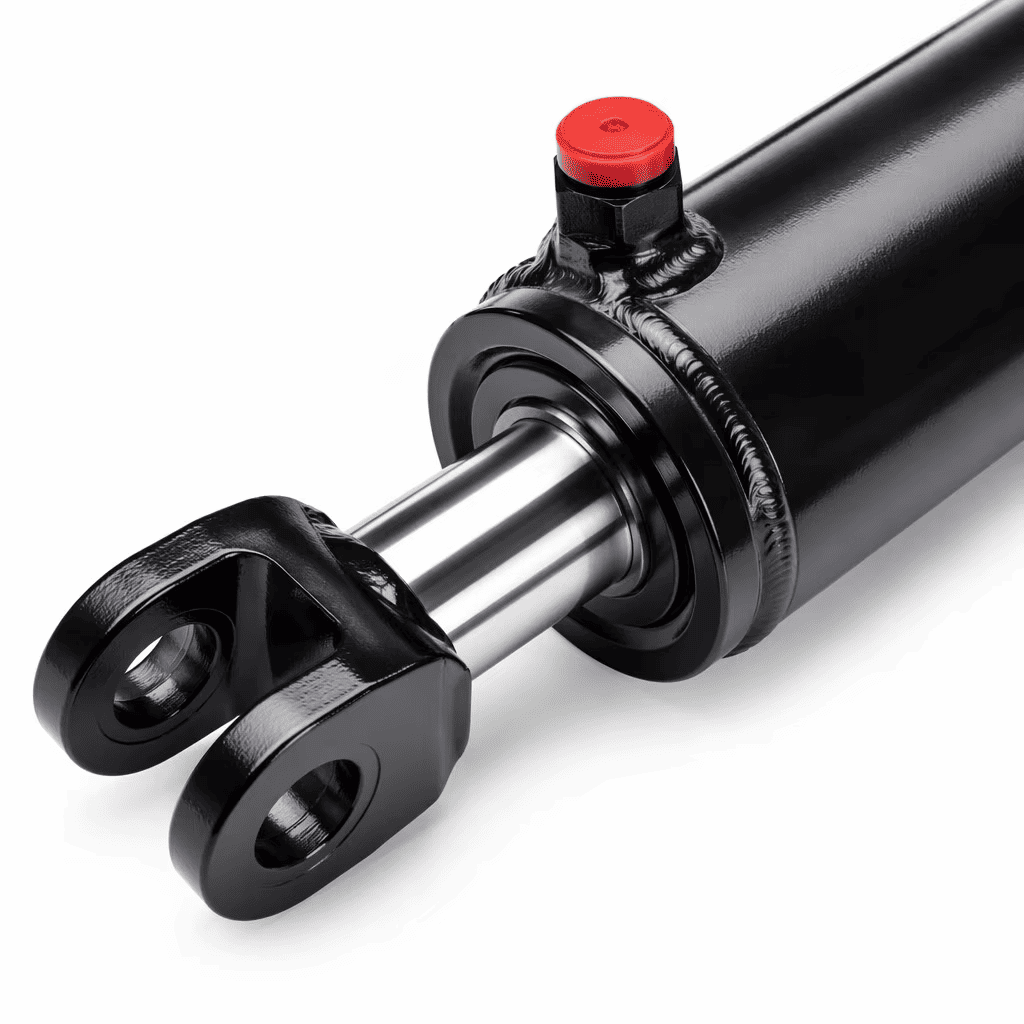
За целосно да се цени софистицираноста на производството на хидрауличен цилиндер, неопходно е прво да се разбере нејзината анатомија. Хидрауличен цилиндер се состои од неколку клучни делови, секој што служи критична функција во неговото работење. Овие главни компоненти вклучуваат барел, клип, клипна шипка, глава, база и заптивки. Барелот делува како тело на цилиндерот, сместувајќи го клипот и клипот. Мора да биде стабилен и издржлив да го издржи внатрешниот притисок извршен од хидрауличната течност. Во внатрешноста на бурето, клипот се движи напред и назад, делејќи ги двете страни на цилиндерот. Клипната шипка, која се протега од клипот низ главата на цилиндерот, го претвора линеарното движење на клипот во употреблива работа. Главата и основната капаче на краевите на бурето, кои содржат хидраулична течност и ја поддржуваат шипката на клипот. Изборот на материјал за овие компоненти е клучен и варира според специфичната примена на цилиндерот. На пример, не'рѓосувачки челик може да се избере за апликации во корозивни средини заради неговата отпорност на 'рѓа и влошување.
Во апликациите со висока температура, избираат материјали способни да издржат термичко проширување и стрес.
Размислувањата за дизајнот се исто така важен аспект на производството на хидрауличен цилиндер. Факторите како што се товарот, должината на мозочниот удар, работниот притисок и температурните услови го одредуваат дизајнот на цилиндерот. На пример, цилиндарот дизајниран за употреба во хидрауличен печат ќе има различни спецификации во споредба со оној што се користи во воздушните апликации. Инженерите исто така мора да ги земат предвид аспектите како што се стилот на монтирање и видот на хидрауличната течност што треба да се користи, сите влијаат на крајниот дизајн и перформансите на цилиндерот.
Во јадрото на производството на хидрауличен цилиндер е фазата на дизајнирање, каде што идеите и барањата се преведуваат во бетонски план. Овој суштински процес започнува со темелна анализа на предвидената примена на хидрауличниот цилиндер. Инженерите оценуваат различни фактори, како што се капацитетот на оптоварувањето на цилиндерот, големината, работниот притисок и специфичните услови на животната средина со кои ќе се соочат. На пример, цилиндер дизајниран за високо-температура на животната средина може да бара различни материјали од оној наменет за подводна употреба.
Во текот на оваа фаза, напредниот дизајн софтвер игра клучна улога. Овие алатки им овозможуваат на дизајнерите да експериментираат со различни конфигурации, да ги идентификуваат точките на стрес и да го оптимизираат дизајнот и за перформансите и за економичноста. Прецизноста е клучна во оваа фаза, бидејќи дури и малите погрешни пресметки можат значително да влијаат врз функционалноста на цилиндерот.
Откако е воспоставен цврст дизајн за хидрауличен цилиндер, фокусот потоа се движи во фазата на набавка на материјали. Оваа фаза вклучува прецизен избор на материјали засновани врз нивните својства и специфичните барања на апликацијата.
1. Избор на метал за барел:
Барелот на хидрауличниот цилиндер мора да може да издржи внатрешни притисоци и да се спротивстави на абењето со текот на времето. Најчесто користените материјали вклучуваат челик и не'рѓосувачки челик, избрани за нивната јачина и издржливост. Во некои апликации каде тежината е клучен фактор, алуминиумот може да се избере за неговата лесна природа.
2.Кукајќи го вистинскиот метал за клипови:
Пистонс треба да бидат стабилни и способни да ја одржат својата форма под различни притисоци. Материјалите како што се јаглерод челик и леано железо се популарни избори заради нивната јачина и отпорност на деформација.
3.Пистон избор на материјал за шипки:
Клипната шипка, изложена на надворешни средини, бара голема отпорност на свиткување и корозија. Челик со висока јачина често се користи, понекогаш со хромирано позлата или други третмани со површини за подобрување на отпорноста на корозијата и цврстината на површината.
4. Учили квалитетни пломби и други компоненти:
Покрај главните метални компоненти, набавка на квалитетни заптивки (како што се О-прстени и дихтунзи) е подеднакво важно. Овие заптивки мора да бидат компатибилни со хидрауличната течност во употреба и способни да ги издржат оперативните притисоци и температурите.
5. Разгледувајќи ги факторите специфични за животната средина и апликацијата:
Во околини што се карактеризираат со висока влажност или корозивни услови, неопходни се материјали со засилена отпорност на корозија. Слично на тоа, за апликации кои вклучуваат високи температури, се избираат материјали што можат да издржат термичко проширување.
По набавката на квалитетни материјали, следната критична фаза во производството на хидрауличен цилиндер е процесот на машинска и склопување. Оваа фаза ги трансформира изворите на материјалите во основните компоненти на хидрауличен цилиндер користејќи прецизни и напредни техники на обработка.
1. Купење на суровини
Првиот чекор во физичкото производство на хидраулични цилиндри е сечење на суровини. Оваа основна фаза го поставува тонот за квалитетот и прецизноста на целиот процес на производство.
Прецизирање на спецификациите за дизајнирање: Суровините, обично разни оценки од челик или други метали, се сече на специфични форми и големини според деталните спецификации за дизајн. Алатки за сечење со голема прецизност и машини, како што се CNC машини, ласерски секачи или системи за сечење на вода, се користат за да се обезбеди точност и конзистентност.
Обезбедување компатибилност на компонентите: Прецизноста во сечење не е само за придржување кон димензиите; Исто така, клучно е да се обезбеди компатибилност на разни компоненти што ќе се соберат за да се формира хидрауличен цилиндер. Точното сечење гарантира дека делови како цилиндерскиот буре, клипот и клипот на прачката непречено се вклопуваат заедно, што е од суштинско значење за ефикасно работење на цилиндерот.
- Материјално користење и минимизирање на отпадот: Во текот на оваа фаза, се смета дека ефикасното користење на материјалите се минимизира отпадот. Напредни техники за сечење и внимателно планирање се користат за да се зголеми приносот од секоја серија на материјали.
Подготвување за понатамошна обработка: исечените материјали потоа се подготвуваат за последователни процеси како што се машинска обработка, заварување и склопување. Оваа подготовка може да вклучува чистење, дебагирање и обележување за идентификација.
2.chromed и вртење
Овој чекор во процесот на производство на хидрауличен цилиндер е насочен кон подобрување на издржливоста и функционалноста на специфичните компоненти, особено на клипот.
Chrom Позлатено: Хром позлата е клучен процес каде тенок слој на хром е електропланиран на површината на прачките на клипот. Овој слој делува како заштитна бариера против корозија, што е особено важно во околини каде цилиндерот може да биде изложен на влага или корозивни материи. Покрај тоа, слојот на хром го подобрува естетскиот привлечност на шипката, давајќи му сјаен, полиран изглед.
3.Турнација
По позлата со хром, клипните шипки се подложени на процес на вртење. Свртувањето вклучува обликување на прачките до точните димензии и толеранциите, како што е наведено во дизајнот. Овој процес обично се спроведува со употреба на струг, каде што шипката се ротира против алатки за сечење за да се отстрани вишокот на материјал и да се постигне посакуваниот дијаметар и завршницата на површината. Нежнителноста постигната преку вртење е клучна за работата на клипот на шипката во рамките на цилиндерот, бидејќи го намалува триењето, овозможувајќи помазно движење и минимизирање на абење и на внатрешните заптивки на шипката и на цилиндерот.
4.Пристено заварување со грмушки
Заварувањето на навојни грмушки и други тела е клучен чекор во процесот на производство на хидрауличен цилиндер, бидејќи вклучува создавање силни, прецизни споеви што се неопходни за склопувањето на цилиндерот и целокупниот интегритет.
Technience Техники и опрема за ведење: Напредни техники за заварување, како што се заварувањето TIG (волфрам инертен гас) или заварувањето MIG (метален инертен гас), најчесто се користат за прицврстување на навојни грмушки на компонентите на цилиндерот. Овие техники се избрани за нивната прецизност и сила. Изборот на методот на заварување често зависи од материјалот на компонентите и специфичните барања на хидрауличниот цилиндер.
Обезбедувајќи силни зглобови: Заварените зглобови се прецизно прегледани за да се осигурат дека се ослободени од дефекти како што се пукнатини или порозност. Силното заварување е клучно за издржливоста и безбедноста на хидрауличниот цилиндер. Процесот на заварување обично вклучува контрола на температурата и употреба на материјали за полнење што се компатибилни со основните материјали за да се обезбеди робусна врска.
Treatments Третмани за заварување: По заварувањето, компонентите може да бидат подложени на третмани по заварувањето, како што се олеснување на стресот или лекување на топлина. Овие процеси помагаат во намалувањето на преостанатите стресови и да се подобри силата и цврстината на областа на заварувањето.
5. Тубето за вртење
Процесот на вртење на цевките е клучен чекор во обликувањето на цевките што го формираат барел на хидрауличниот цилиндер. Оваа фаза се фокусира на прецизност и внимание на деталите, осигурувајќи дека цевките ги исполнуваат точните спецификации за дијаметар и завршна површина.
Ached Обезбедување на точен дијаметар: Вклучувањето на цевката вклучува употреба на струготини или центри за вртење за да се отстрани материјалот од надворешноста на цевките, доведувајќи ги во наведениот дијаметар. Точниот дијаметар е неопходен за правилно вклопување на клипот и другите внатрешни компоненти, обезбедувајќи непречено работење и спречување на протекување.
Обезбедување на мазност на површината: Процесот на вртење исто така има за цел да постигне високо ниво на мазност на површината. Нежната внатрешна површина го намалува триењето помеѓу подвижните делови, подобрувајќи ја ефикасноста и животниот век на цилиндерот. Мазноста е исто така клучна за ефикасно запечатување на хидрауличниот систем, бидејќи несовршеностите на површината на цевката можат да доведат до протекување и намалени перформанси.
Униформност и конзистентност: Конзистентноста во дијаметарот на цевката и завршувањето на површината по целата нејзина должина е од суштинско значење за униформните перформанси на хидрауличниот цилиндер. Напредната опрема за вртење, честопати контролирана од компјутер, ја обезбедува оваа конзистентност, производство на цевки кои се униформни во димензијата и квалитетот.
6.Ботоми и додатоци заварување на цевки
Заварувањето на дното и потребните додатоци на цевките е клучен чекор во производството на хидраулични цилиндри. Овој процес вклучува приложување на крајни капачиња и други компоненти на цевката, што го формира телото на цилиндерот, осигурувајќи дека е запечатено и способно да работи под голем притисок.
Countидајќи ги дното на цевките: Крајните капачиња, или дното, се заваруваат на едниот или двата краја на цевката. Оваа задача бара прецизност, бидејќи заварите мора да бидат силни и докажани за протекување за да го издржат внатрешниот притисок на хидрауличната течност. Квалитетот на заварите е од суштинско значење за одржување на интегритетот и безбедноста на цилиндерот. Ако дното не се правилно заварени, тие можат да пропаднат под притисок, претставувајќи значителни ризици и за опремата и за операторите.
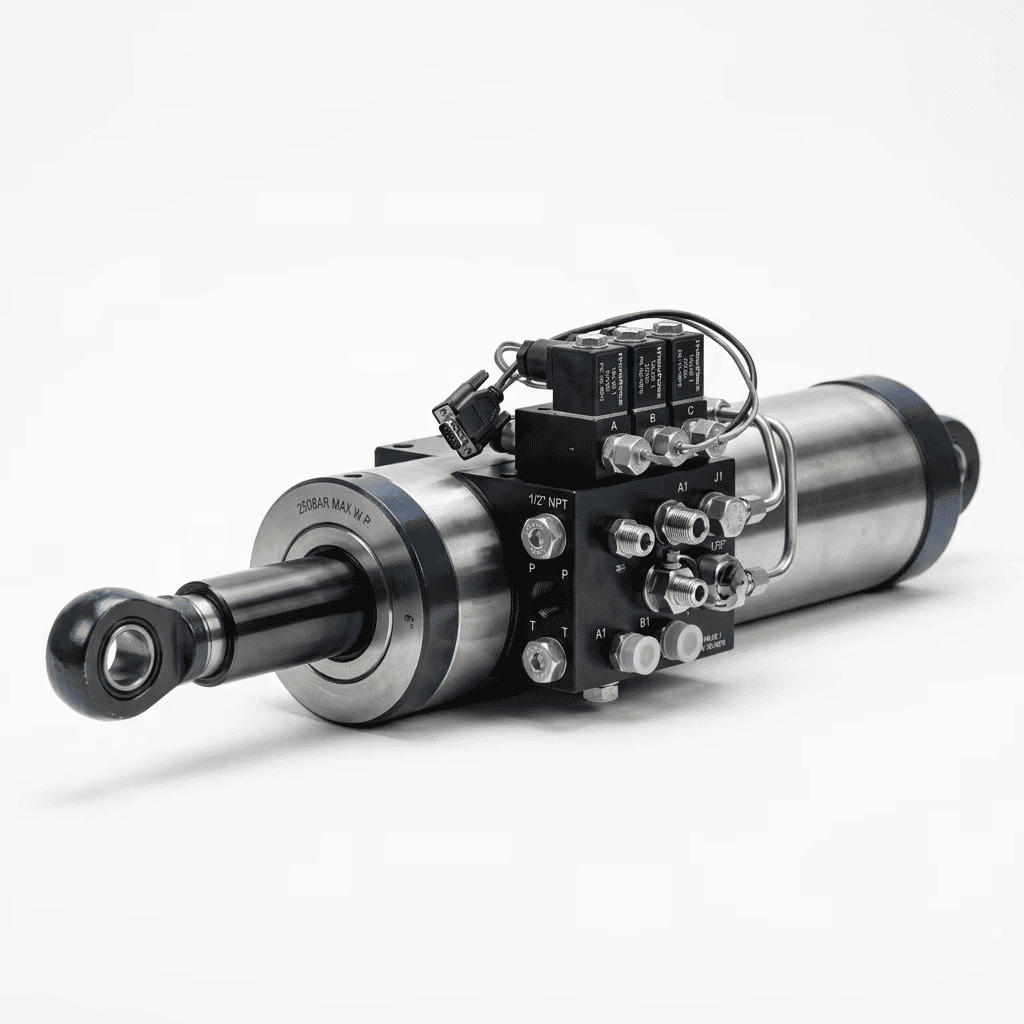
Управување со потребните додатоци: Покрај дното, и други додатоци, како што се држачи за монтирање, пристаништа за влез и излез на хидраулична течност, а сензорите се заваруваат и на цевката. Овие компоненти мора да бидат позиционирани и прикачени со голема точност за да се обезбеди соодветно усогласување и функционалност во конечното склопување.
Обезбедување на запечатено тело на цилиндерот: Процесот на заварување е прецизно спроведен за да се гарантира дека телото на цилиндарот е целосно запечатено. Ова запечатување е клучно за ефикасно работење на цилиндерот, бидејќи секое истекување на хидраулична течност може да резултира во губење на моќност и ефикасност. Техниките како Tig (волфрам инертен гас) заварувањето најчесто се користат затоа што тие обезбедуваат силни, прецизни заварувања погодни за апликации со висок притисок.
7.Полиш

Фазата на полирање во производството на хидрауличен цилиндер е клучен процес што следи заварување, насочена кон зајакнување на естетската привлечност и функционалниот квалитет на компонентите.
Изработка на мазна завршница: полирањето првенствено се изведува за да се изедначат надворешните површини на компонентите на хидрауличниот цилиндер, особено оние што се заварени. Овој процес вклучува употреба на абразиви за отстранување на кој било распрскувач на заварување, оксидациски слоеви и површински несовршености. Целта е да се постигне униформа, мазна завршница што не само што изгледа професионално, туку и го минимизира ризикот од корозија и материјален замор.
Подготвување за понатамошно лекување: Во некои случаи, полирањето служи како подготвителна чекор за понатамошни третмани со површини, како што се сликање, обложување или позлата. Нежните, чиста површина обезбедуваат подобра адхезија и ефективност на овие третмани.
8.инсталирај
Инсталацијата или фазата на склопување во производството на хидрауличен цилиндер е местото каде што се собрани различните машински и третирани компоненти за да формираат целосна единица.
Compонска компоненти на јадрото: Процесот на склопување вклучува да се соберат главните компоненти на хидрауличниот цилиндер: клипот, клипот на шипката, заптивките и телото на цилиндерот (цевка). Секоја компонента мора внимателно да се инсталира во правилен редослед и ориентација. Обично, клипот е прикачен на прачката на клипот, а ова склопување се вметнува во телото на цилиндерот.
- Инсталирање на заптивки и дихтунзи: Заптивките и дихтунзите се клучни за одржување на хидрауличниот интегритет на цилиндерот. Тие спречуваат истекување на хидраулична течност и обезбедуваат дека цилиндерот може да генерира и да го издржи потребниот притисок. Инсталирањето на овие заптивки бара прецизност за да се избегне какво било оштетување и да се обезбеди дека тие се правилно седат.
Управувајќи со надворешни компоненти: Откако ќе заврши внатрешното склопување, се прикачени надворешни компоненти како што се крајни капачиња, држачи за монтирање и пристаништа за хидраулични врски. Овие компоненти честопати се забранети или заварени во телото на цилиндерот, а нивната безбедна приврзаност е од витално значење за целокупната функционалност и безбедност на цилиндерот.
9.Пантанирање
Фазата на сликање во производството на хидрауличен цилиндер е последниот чекор што додава и естетска вредност и заштитна функционалност на готовиот производ.
Заштита на естетска привлечност: Сликањето го обезбедува хидрауличниот цилиндер со полиран, професионален изглед, што може да биде клучно за задоволството на клиентите и перцепцијата на брендот. Добро завршениот производ често сигнализира висок квалитет, а сликарството овозможува прилагодување со бои на компанијата или шеми за дизајн, а со тоа подобрување на пазарот за привлечност на производот.
Протективен слој против елементите на животната средина: Бојата служи како бариера против факторите на животната средина, како што се влага, прашина, хемикалии и УВ зрачење. Оваа заштита е особено важна за цилиндрите што се користат во надворешни поставки или груби индустриски средини. Зачувајќи се од корозија и абење, бојата го продолжува животниот век на хидрауличниот цилиндер, осигурувајќи дека останува функционален и го одржува својот интегритет со текот на времето.
Process Процес на апликација: Пред сликање, површината на цилиндерот обично се третира за да се отстранат масла, прашина или други загадувачи. Оваа подготовка може да вклучува скратување, песок или примена на буквар. Изборот на метод на боја и примена (прскање, натопување, итн.) Зависи од материјалот на цилиндерот, неговата наменета употреба и околината во која ќе работи.
Разгледување и лекување: Откако ќе се нанесе бојата, цилиндерот поминува низ процес на сушење и лекување. Во зависност од видот на бојата, ова може да вклучува употреба на рерна или топлинска ламба за да се забрза лекувањето или да се овозможи да се исуши природно во добро вентилирана област.
Во овој сеопфатен водич, го истражувавме сложениот свет на производство на хидрауличен цилиндер, откривајќи ја секоја критична фаза во процесот на производство. Хидрауличните цилиндри играат клучна улога во широк спектар на индустрии, а разбирањето на нивниот процес на производство е од суштинско значење за секој клиент.