

Номиналниот притисок на хидрауличниот цилиндар не се поставува произволно. Сеопфатно се пресметува врз основа на јачината на отпуштање на материјалот од цилиндерската цевка, структурата на дебелината на ѕидот и границата на лежиштето на заптивките. Номиналниот притисок на стандардните општи модели зема 16MPa како основна вредност на дизајнот.
Овој параметар се совпаѓа со границата на безбедно носење на обичните буриња со цилиндри од јаглероден челик, стандардните полиуретански заптивки и конвенционалните водилки, а исто така служи како најчест стандард за избор за градежни машини и хидраулични системи за приколки. При реалната работа, моменталниот ударен притисок е дозволен накратко да го надмине номиналниот притисок, додека долготрајниот континуиран работен притисок не треба да надминува 85% од номиналната вредност. Ова е основниот принцип на дизајнирање за да се избегне внатрешно истекување, забрзано стареење на заптивките и деформација на цевката на цилиндерот.
При долготрајни услови на прекумерен притисок, внатрешниот ѕид на цевката на цилиндерот ќе произведе мала еластична деформација, а соодветниот јаз помеѓу водилката и клипната шипка ќе се помести, оштетувајќи ја оригиналната прецизна толеранција од 0,02–0,03 mm.
Со зголемениот јаз, страничниот проток на хидрауличкото масло се интензивира и прстенот на клипот носи нерамномерна сила, што доведува до постепено делумно абење. Во подоцнежната фаза, ќе се појават вообичаени дефекти како внатрешно истекување, недоволна сила на подигање и брзо смирување на товарот, кои се исто така главни причини за чести хидраулични дефекти во опремата на терен.
Температурата на околината од 20℃–30℃ е оптимален опсег за совпаѓање за дизајнот на материјалот за заптивки. Полиуретанските и нитрилните гумени заптивки одржуваат стандардни вредности во цврстина, еластична компресија и отпорност на масло.
Во оваа состојба, заптивната усна рамномерно се вклопува со ѕидот на цилиндерот и го одржува постојаното претходно оптоварување, одржувајќи стабилни перформанси за заптивање на маслото долго време без абнормално абење и деформација.
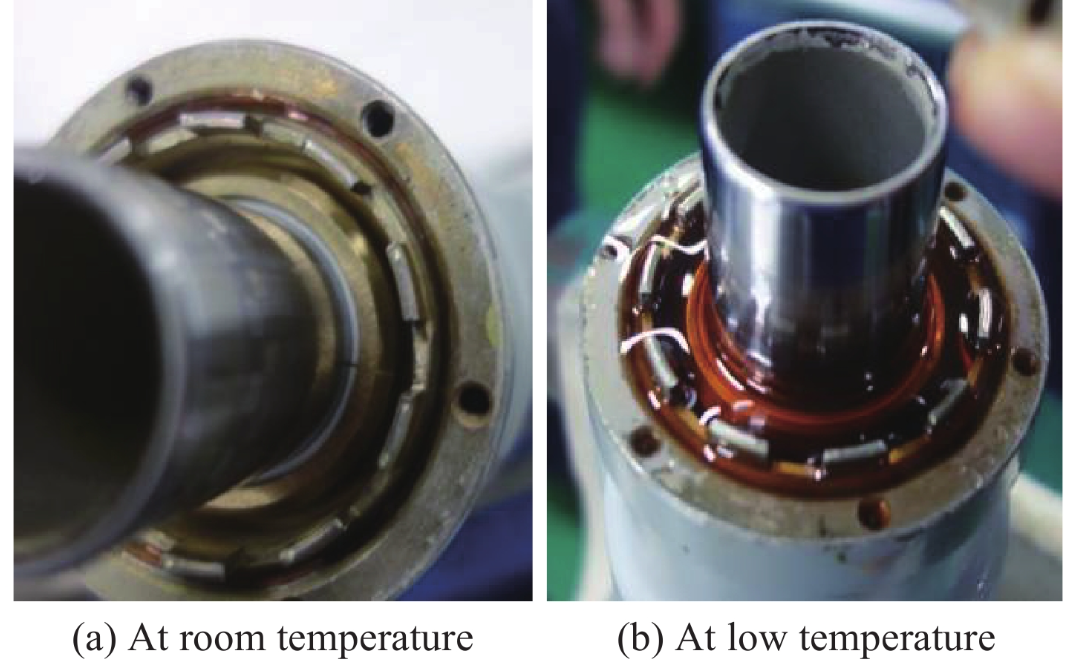
Кога температурата паѓа под -15℃, молекуларната активност на материјалите за запечатување се намалува со поголема цврстина и помала цврстина. Флексибилноста на поставувањето на заптивната усна станува слаба и не може адаптивно да ги компензира малите празнини, што е главната причина за истекување на ниска температура.
Долготрајната работа над 40℃ ќе ја забрза оксидацијата на хидрауличкото масло и ќе произведе колоидни нечистотии. Во меѓувреме, заптивките стареат и се стврднуваат побрзо со намалена еластичност, што предизвикува постепено континуирано мало истекување и влијае на целокупната оперативна стабилност.
Тврдото хромирање на клипните шипки е стандарден процес на заштита на индустријата. За формални масовно произведени производи, дебелината на облогата е строго контролирана во рамките на 0,08mm–0,12mm.
Премногу тенкото обложување не обезбедува соодветна отпорност на триење и корозија на песок, што резултира со гребнатини и дамки на 'рѓа за кратко време при работни услови на отворено. Премногу дебелото обложување ќе го зголеми стресот на внатрешната површина и ќе предизвика лупење, оштетување на мазноста на површината и забрзување на абењето на заптивките.

Грубоста на површината на готовите клипни шипки се контролира на Ra0,2–Ra0,4μm. Оваа прецизност ги задоволува барањата за телескопско движење со ниско триење и избегнува гребење на заптивната усна предизвикана од микро бруси на површината.
Премногу висока грубост постојано ќе го носи заптивката со микроскопски испакнатини; додека премногу мазната површина го намалува капацитетот за складирање на маслото и го отежнува формирањето стабилна фолија за масло, зголемувајќи го ризикот од суво триење и скратување на работниот век на компонентите за заптивање.
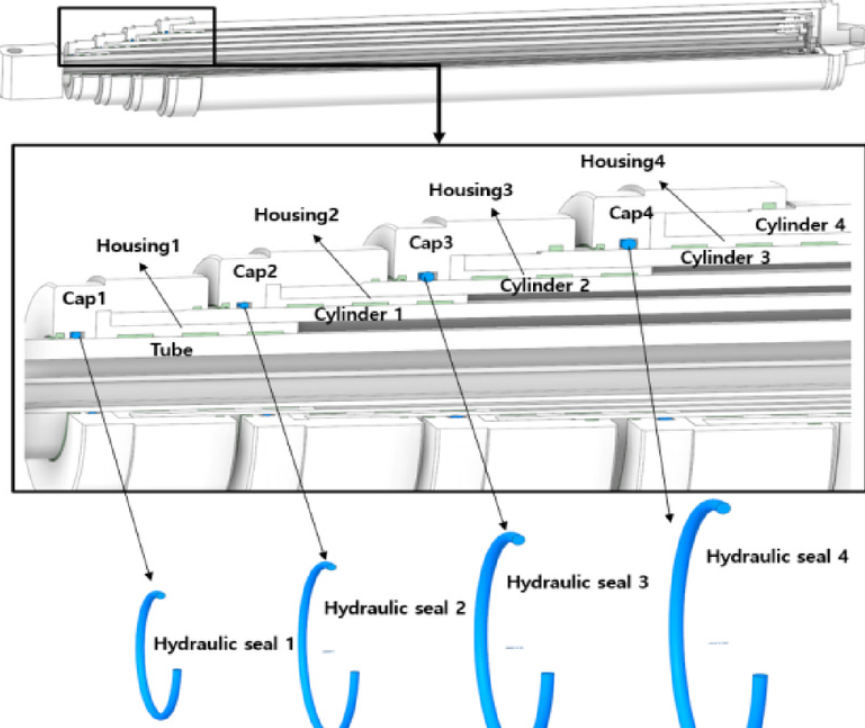
Повеќестепените хидраулични цилиндри имаат својствени структурни разлики во ударот, ефективната делувачка област и дијаметарот на премин на маслото на секоја фаза. Моделите без дизајн на синхрона оптимизација ќе произведат отстапување на положбата при телескопско работење со целосен удар.
Коаксијалноста на обработката, клиренсот на водилката и дистрибуцијата на протокот на масло се три основни фактори на процесот што ја одредуваат точноста на синхронизацијата на повеќестепените цилиндри.
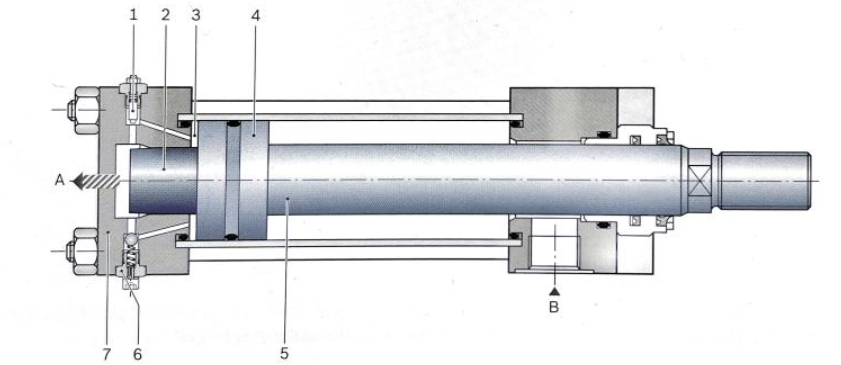
Вградени структури на тампон гас на двата краја нахидраулични цилиндринамалете ја брзината на проток на хидрауличкото масло на крајот на ударот преку ефектот на придушување на отворите за гас, избегнувајќи крути удари помеѓу клипот и крајниот капак.
Разумниот дизајн на тампон го ослабува ударот од старт-стоп, ги намалува целокупните вибрации на опремата и ги намалува оштетувањата од замор на шевовите за заварување и држачите за монтирање. Тој е особено погоден за сценарија со старт-стоп со висока фреквенција, како што се кревање монтирани на возила, пристанишни машини и земјоделска тешка опрема.
Во индустрискиот стандард за прецизно склопување, просторот за склопување помеѓу водилката и шипката на клипот е стабилно контролиран на 0,02mm–0,03mm.
Премалото растојание ќе предизвика заглавување и нерамномерно телескопско движење поради термичка експанзија кога температурата се зголемува; прекумерното растојание го зголемува радијалното тресење на клипната шипка, што доведува до концентрирано ексцентрично оптоварување и еднострано абење, со што се скратува целокупниот циклус на одржување.
Коаксијалноста на склопувањето на цевката на цилиндерот, крајниот капак, водилката и клипната шипка е клучна контролна точка во производството и монтажата.
Хидрауличните цилиндри со прекумерно отстапување на коаксијалноста работат под ексцентрична сила долго време, што значително ја зголемува веројатноста за еднострано абење на заптивките и локално гребење на ѕидот на цилиндерот. Тоа е исто така важна техничка причина за очигледни разлики во работниот век меѓу производите со иста спецификација.



