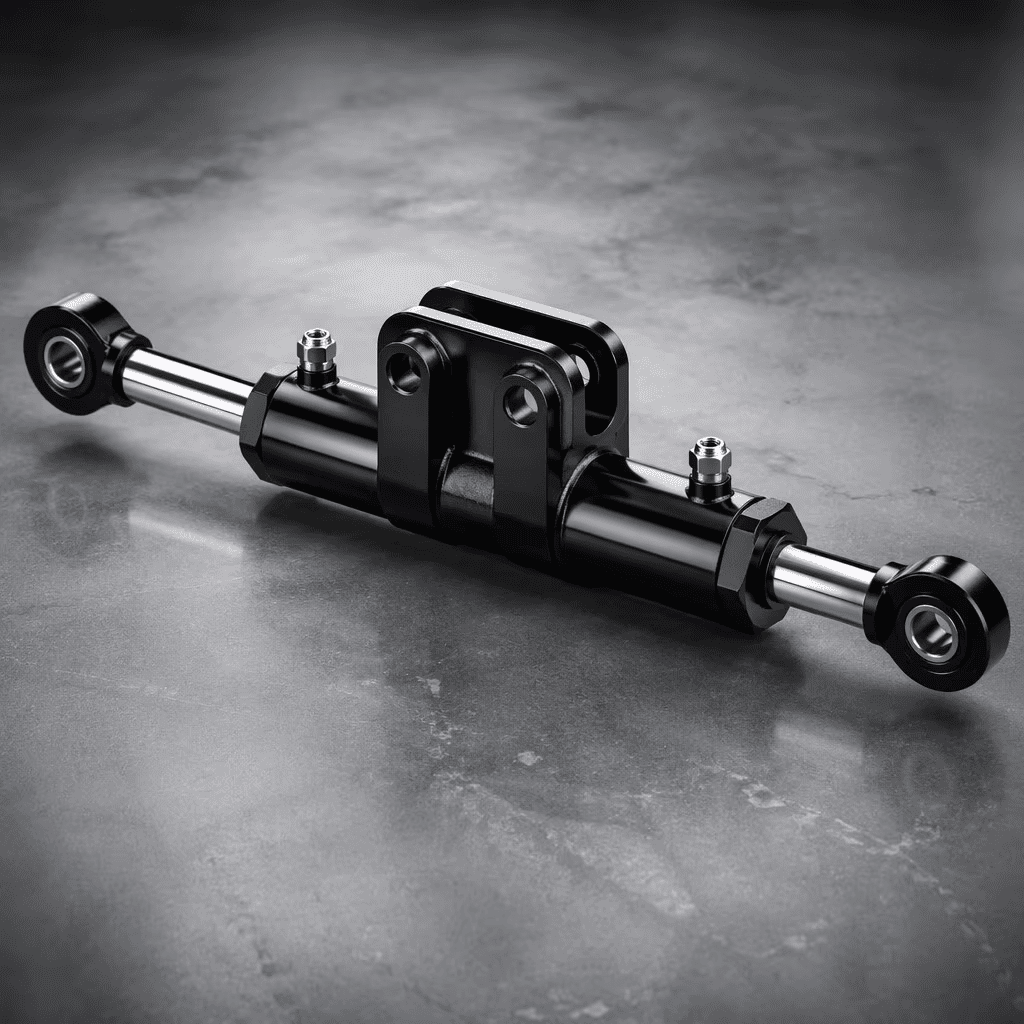

Вовед во цилиндар за преса со двојно дејство: Притисок: хидрауличен, висок притисок Тежина (KG): 70 Димензии (Д*Ш*В):100х50х50см Максимален удар: 1000 mm Внатрешна цевка со дијаметар: 450 mm Материјал: 45# челик Капацитет на подигање: 500 тони Дијаметар на прачка: 200 мм Дијаметар на надворешната цевка: 500 mm Апликација: Притиснете Глумечки тип: Двојно Мозочен удар: 15000 mm Макс
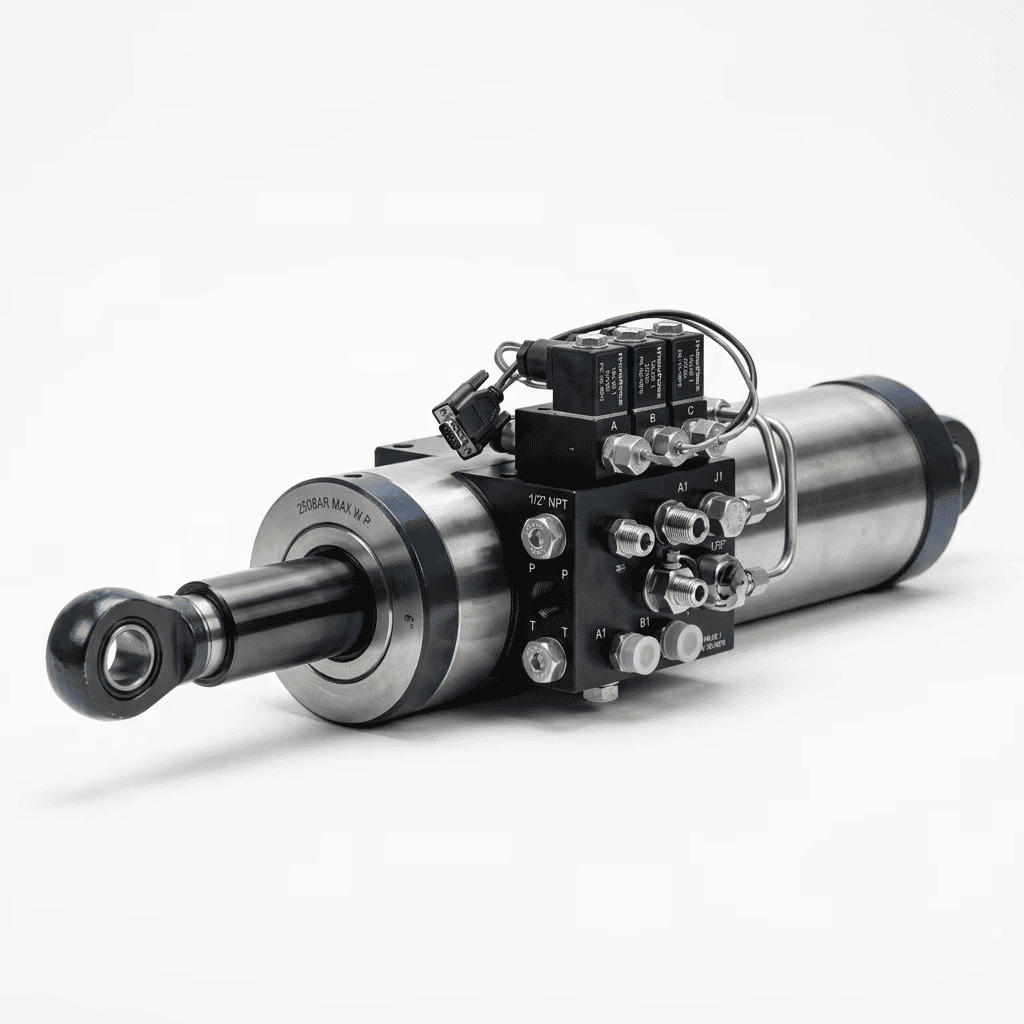
Tension Force:
750Center Hole Dia.:
63 ммPiston Area:
15072 mm²Rated Oil Pressure:
50 MPaЕфективната површина на неговите две комори е различна, бидејќи има само клипна шипка на едната страна од клипот. При снабдување со масло во различни комори, клипот се движи со различни брзини со иста количина на масло. Ако силата на оптоварување што треба да се надмине е иста, притисокот за снабдување со масло што го бараат различните шуплини на хидрауличниот цилиндар е различен или по поставувањето на притисокот на системот, притисокот на оптоварување што можат да го надминат двете насоки на хидрауличниот цилиндар е различен, што е структурата и принципот на работа на хидрауличниот цилиндар.


Во споредба со механичките и методите за пренос на енергија, хидрауличниот систем не е само мал и лесен по големина, мала тежина, туку и иста моќ како излезниот механички пренос во големи размери, што значи дека тежината на неговата единица моќност е мала, што го прави распоредот на системот и поврзувањето на поврзувањето и поврзувањето. Хидрауличниот систем го придвижува притисокот на механичката енергија во хидрауличкото масло од страна на моторот за да ги придвижи цилиндерот и моторот за хидрауличкото масло.
Сите параметри може да се прилагодат
| Модел | Тонажа | Сила на затегнување (KN) | Мозочен удар (мм) | Централна дупка Дија. (мм) | Површина на клипот (mm²) | Номинален притисок на маслото (Mpa) | Број на Макс. Затегнувачки насоки |
|---|---|---|---|---|---|---|---|
| HCIC750 | 75 | 750 | 200 | 63 | 15072 | 50 | 3 нишки |
| HCIC1000 | 100 | 1000 | 80 | 18344 | 55 | 4 нишки | |
| HCIC1100 | 110 | 1100 | 80 | 21254 | 52 | 5 нишки | |
| HCIC1200 | 120 | 1200 | 85 | 23550 | 51 | 5 нишки | |
| HCIC1500 | 150 | 1500 | 90 | 28495 | 53 | 7 нишки | |
| HCIC2000 | 200 | 2000 | 122 | 43979 | 46 | 9 нишки | |
| HCIC2500 | 250 | 2500 | 127 | 51810 | 49 | 12 нишки | |
| HCIC3000 | 300 | 3000 | 136 | 57795 | 52 | 14 нишки | |
| HCIC3500 | 350 | 3500 | 168 | 67824 | 52 | 17 нишки | |
| HCIC4000 | 400 | 4000 | 170 | 76066 | 53 | 19 нишки | |
| HCIC4500 | 450 | 4500 | 170 | 81954 | 55 | 22 нишки | |
| HCIC5000 | 500 | 5000 | 193 | 97202 | 52 | 24 нишки |
Главната изведба е неточно запирање на клипната шипка, недоволен потисок, пад на брзината, нестабилна работа итн. Причините се следните:
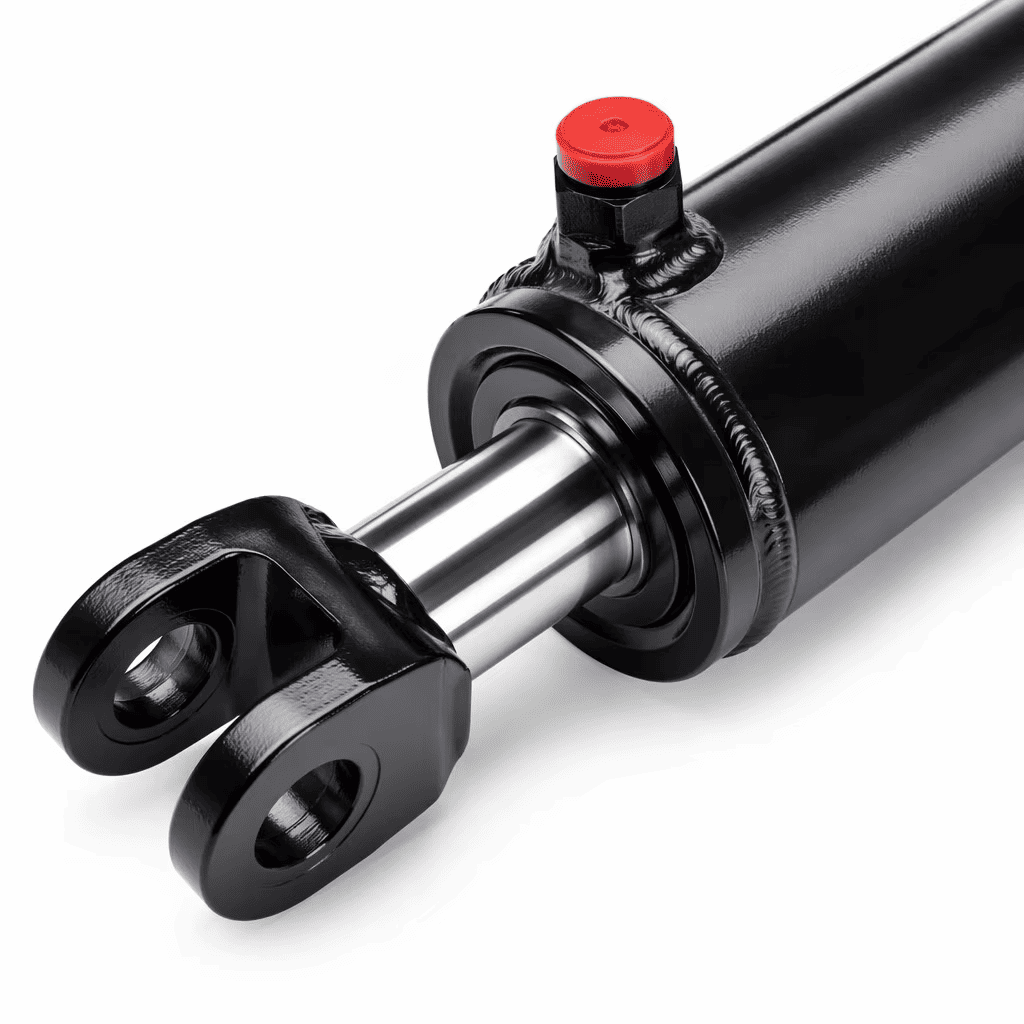
(1) Внатрешно истекување на хидрауличниот цилиндар. Внатрешното истекување на хидрауличниот цилиндар вклучува истекување предизвикано од прекумерно абење на заптивката на хидрауличниот цилиндар, клипната шипка и заптивката на капачето на заптивката и заптивката на клипот.
Причината за истекувањето на заптивката помеѓу клипната шипка и капачето на заптивката е тоа што заптивката е збрчкана, стискана, искината, истрошена, старее, расипана, деформирана итн. Во тоа време, новата заптивка треба да се замени.
а. Не обрнувајте внимание на чистењето.
Инсталирањето на цевководот по чистењето, не треба да биде низ цилиндерот, мора да се инсталира во цилиндерот пред пристаништето за масло на бајпас линијата. Ова е важно. Во спротивно, туѓото тело во цевководот ќе влезе во цилиндерот, откако ќе влезе, односно тешко е да се исклучи, но во телото на цилиндерот да се транспортираат туѓи тела. Покрај тоа, при чистењето, треба да го земеме предвид методот на отстранување на туѓи тела при работата на цевководот за инсталација. Покрај тоа, корозијата во цевката треба да се исчисти пред поставување на цевката, а 'рѓата мора целосно да се отстрани.
б. Чипови формирани за време на обработката на цевките.
Цевката не треба да се остава зад себе кога се брише на двата краја по обработката со фиксна големина. Покрај тоа, поставувањето челични цевки во близина на местото каде што се изведуваат цевките за заварување е причина за мешање на туѓи тела за заварување. Цевките поставени во близина на операцијата за заварување треба да бидат запечатени. Исто така, важно е да се забележи дека материјалите за монтирање на цевки треба да се подготвуваат на работна маса без прашина.
в. Ременот за запечатување во цилиндерот.
Како едноставен материјал за запечатување, политетрафлуороетиленскиот пластичен запечатувачки појас често се користи при инсталација и проверка. Ако методот на намотување на линеарни и лентисти материјали за заптивање е погрешен, заптивниот појас ќе се отсече и ќе влезе во цилиндерот. Заптивката на ременот на жицата на лизгачкиот дел од ликвидацијата нема да предизвика каков ефект, но ќе предизвика дејството на обратниот вентил на цилиндарот не е добро или ќе предизвика тампон вентилот да не може да се прилагоди до крај; За колото, може да предизвика дефект на вентилот за рикверц, вентилот за ослободување и намалување на дејството на вентилот.
Основана во 1998 година, нашата фабрика е производител со богато искуство специјализиран за истражување, развој, производство и сервис на хидраулични цилиндри, хидраулични единици за напојување, CNC машински алати и друга голема и средна механичка опрема. Има околу 700 вработени, а производствената работилница е повеќе од 50000 квадратни метри и ќе продолжи да се развива.
Различно приспособено производство на цилиндри, вклучувајќи едностепен цилиндар (едно и двојно дејство), телескопски со едно дејство и двојно дејство (мал и голем отвор), цилиндар со двојна глава, дизајн на задната страна, цилиндар за валавница, цилиндар за влечна прачка, акумулатор за производство, стандардна големина на челик со стабилна линија и акумулатор итн.
Имаме 20+ години искуство во производството и професионален продавач.
Имаме сопствена фабрика за да го гарантираме производствениот капацитет.
Имаме професионален тим за истражување и развој за да обезбедиме постојани иновации и напредок. 4.Имаме совршен систем за услуги по продажбата за да ве осигураме без грижи за нашите производи.
5.По години на истражување и развој, можеме да се осигураме дека производот со висок квалитет, висока сигурност.

П1. Кои се вашите услови за плаќање?
О: T/T 30% како депозит, 70% пред испорака. Ќе ви ги покажеме фотографиите од производите и пакувањето пред да го платите салдото.
П2. Кои се вашите услови за испорака?
О: Екс-фабричка цена, цена FOB, цена CIF и цена за испорака.
П3. Какви се вашите услови за пакување?
О: Обично, ние ја пакуваме стоката во неутрални бели кутии и кафеави картони. Ако имате законски регистриран патент, можеме да ја пакуваме стоката во кутијата за пакување на вашата марка откако ќе го добиеме вашето писмо за овластување.
П4. Што е со вашето време за испорака?
О: Општо земено, потребни се 30 до 60 дена по добивањето на авансното плаќање. Специфичното време на испорака зависи од артикалот и количината на вашата нарачка.
П5. Можете ли да произведувате според примерокот?
О: Да, можеме да произведуваме според вашите примероци или технички цртежи. Можеме да правиме калапи и тела.
П6. Кој е вашиот примерок на политика?
О: Ако имаме инвентар на готови делови, можеме да обезбедиме примероци, но клиентот мора да ја плати цената на примерокот и Експресната такса.